
Viden om gasser og processer
Skæring og svejsning af metalplader ved hjælp af laserprocessen kræver gasser og blandinger af høj renhed, både for resonatoren og for hjælpegassen. Nippon Gases har gennem årtiers erfaring med produktion af gas en portefølje af rene gasser og blandinger, der opfylder kravene fra alle maskinleverandører.


Kuldioxid
I en CO2-laser skal CO2 udsende laserlys i IR-bølgelængdeområdet.

Nitrogen
I resonatoren skal N2 overføre energi til CO2, som danner laserstrålen. Som hjælpegas fjerner N2 smeltet metal og beskytter metalpladen under skæreprocessen.

Helium
Helium anvendes som resonatorgas til varmeoverførsel. Helium bruges som hjælpegas til lasersvejsning.

Oxygen
Højren Oxygen bruges til laserskæring af kulstofstål.
Metalreaktivitet
Hvert enkelt materiale kræver
en specifik gas.
Kulstofstål, rustfrit stål, aluminium, titanium og andre materialer har forskellige metallurgiske egenskaber og reaktivitet.
Under laserskæring eller svejseprocesser er det vigtigt at tage disse egenskaber i betragtning.

Gasdistributionssystemer
For at levere gas til et laserskæringssystem er det vigtigt at kende væskedynamikken. Faktisk er det vigtigt at kunne garantere høje strømningshastigheder ved højt tryk uden at påvirke maskinen med trykændringer.

Trykkontrolpanel
Det er lige så vigtigt at bevare gassernes renhed opbevaret i beholderne indtil brugstidspunktet. Også i dette tilfælde har den erfaring og passion, der kendetegner Nippon Gases, gjort det muligt for os at designe specifikt udstyr til gasstyring.
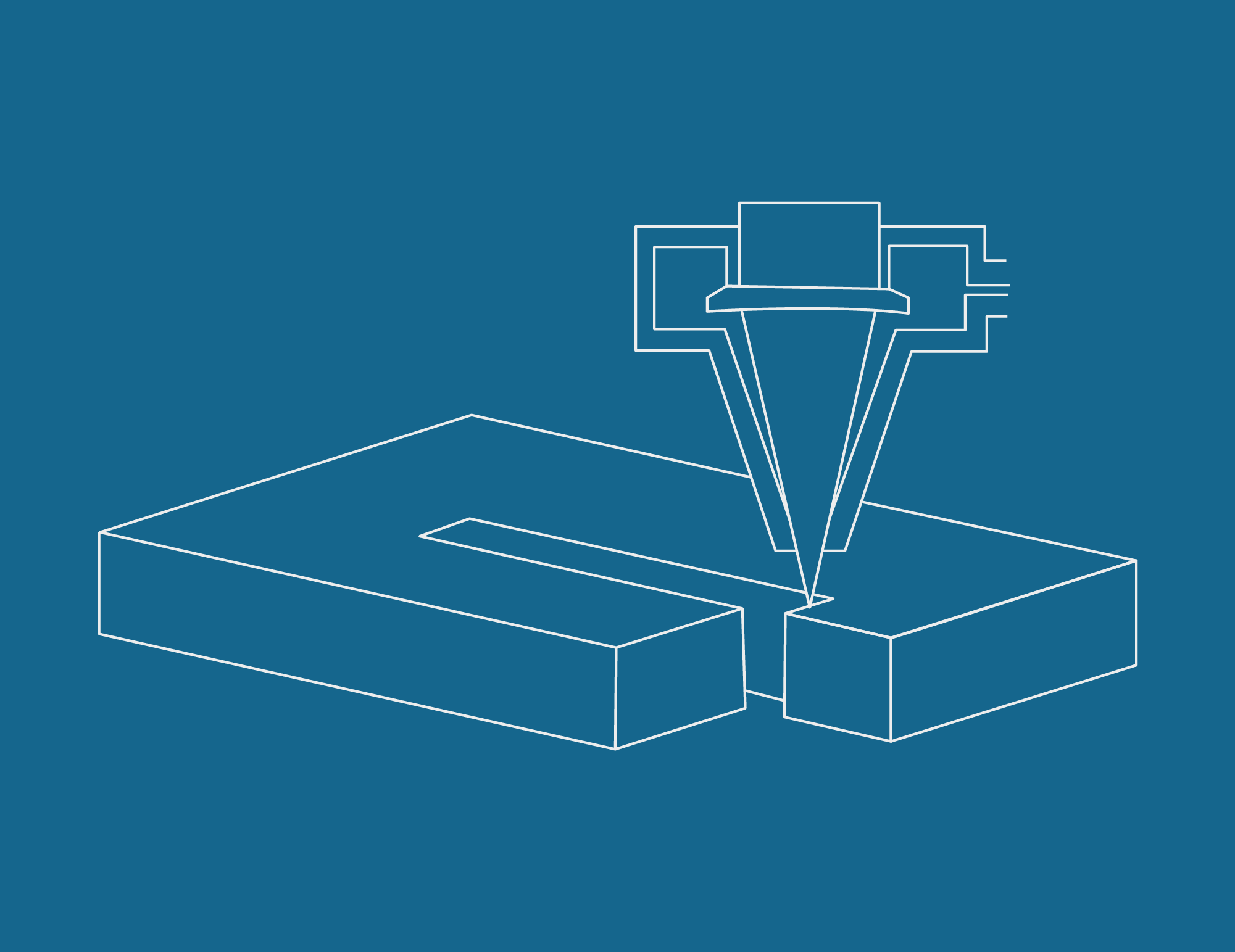
Laserskæring
Takket være laserstrålernes høje fokuseringsevne er det muligt at opnå smalle og parallelle skærekanter, et yderst reduceret, termisk berørt område, begrænsede termiske forvrængninger, evnen til at arbejde på komplekse profiler og med meget små krumningsradier (selv skarpe kanter).
I virkeligheden producerer laserskæring færdigbearbejdede emner, som ikke kræver andre supplerende bearbejdninger (f.eks. boring af huller eller andet) eller efterbehandling (f.eks. slibning eller andet). I systemer, der anvender CO2-kilder, skal laserstrålen rettes mod fokuseringslinsen gennem spejle. Det er vigtigt, at der ikke aflejres forurenende stoffer (støv, kulbrinter osv.) på disse komponenter, hvilket medfører en større absorption af den indkommende strøm.
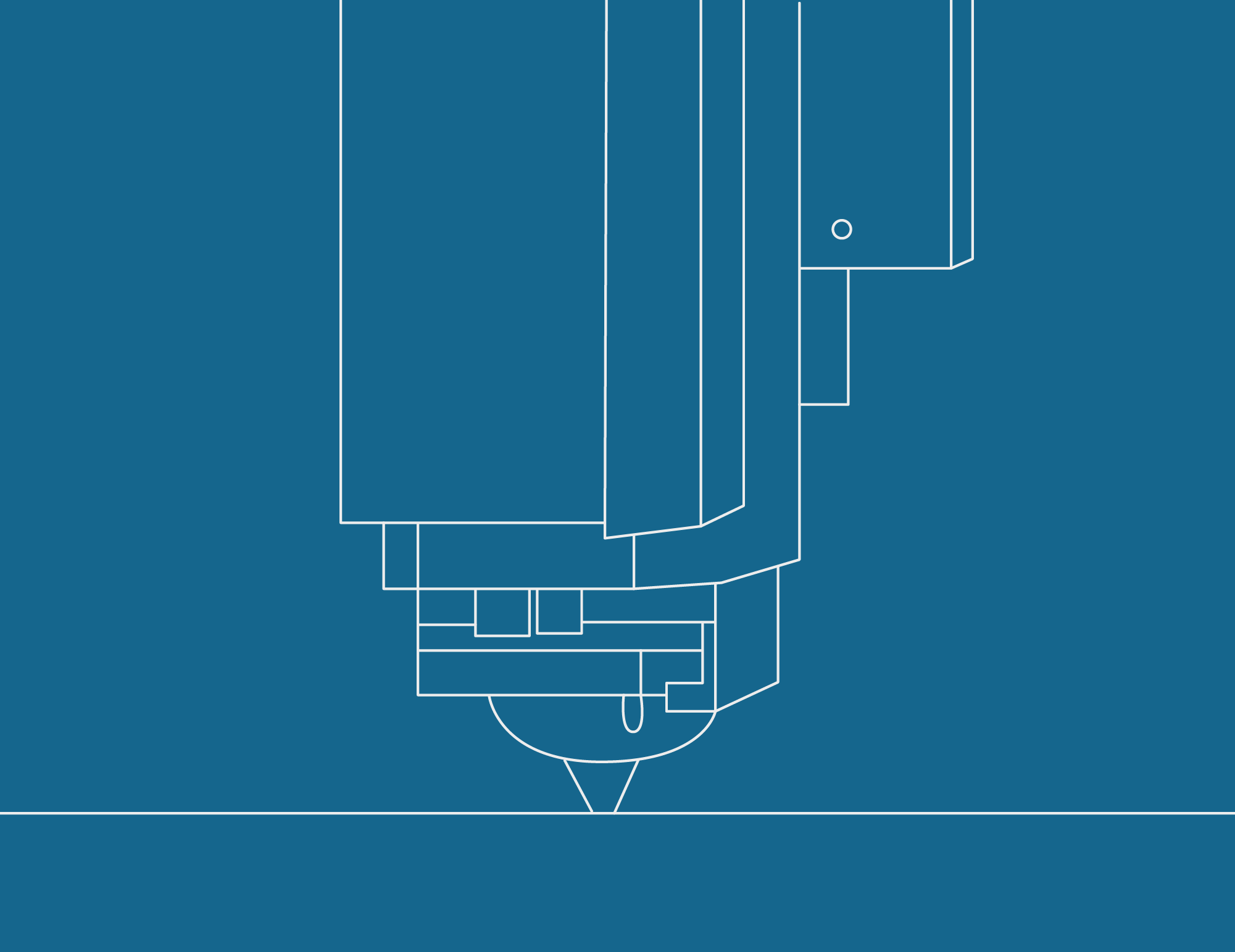

Det er derfor vigtigt, at hele den optiske sti, fra kilden til fokuseringselementet, er hermetisk lukket, og at en beskyttende gas (luft eller nitrogen) strømmer i et let overtryk. Denne gas skal filtreres for støv (diameter <0,1 μm, massefylde <0,1 mg / Nm3) og affedtes (indhold <0,01 mg / Nm3).
Mange gange fører manglende overholdelse af dette forhold til alvorlige problemer med hensyn til pålideligheden af systemets ydeevne.
Forsyningsmuligheder
Flaske
Batteri
PAG
Cryospand
Flydende
Cryobeholder
Flydende
Tank
Liquid
Slide to learn about Nippon Gases over time
Har du spørgsmål?
I Nippon Gases har vi udviklet forskellige gaskvaliteter til at tilpasse sig dine applikationer. Ring til os eller skriv til os, så hjælper vi dig med at få mest muligt ud af det.